

Восстановление двигателя… Простая, казалось бы, процедура. Открутил крышки вкладышей, вынул поршни, сделал ревизию диаметров и поверхностей. Поменял кольца, в крайнем случае те же вкладыши, плюс расточил цилиндры, по необходимости перейдя на ремонтные размеры. Как правило, для обывателя ремонт двигателя выглядит именно так.
В реальности же, и притом нередко, восстановление мотора заключается не только в этих сравнительно простых операциях. Мы не имеем в виду гильзование блоков, о котором рассказывали. Требуется инструментальная обработка их и головок, иной раз — нетривиальные решения, способные вернуть к жизни изношенный двигатель. Не претендуя на окончательный анализ (все-таки даже в этой области есть определенный плюрализм мнений), приведем взгляд человека, который много лет занимается подобным восстановлением «железа». Обладает богатым опытом и своей собственной точкой зрения.
Обычно такие структуры не стремятся громко о себе заявить, довести информацию до конечного потребителя — нет ни уличной рекламы, ни каких-то акций или скидок, способных заинтересовать клиента. Ни тем более броского здания в оживленном районе города, красивого помещения, комнаты отдыха для посетителей. Только суровая индустриальная действительность — промышленные цеха с бетонным полом и станочное оборудование. В нашем случае — исключительно импортное, с программным обеспечением. Плюс сайт и, конечно, обязательно — связь с сервисами, откуда в ремонт приходят блоки и головки, а также работа с предприятиями, где есть парк грузовых автомобилей либо спецтехники. Ведь именно из последних поступает основной поток деталей под обработку. Но нам, безусловно, интересны легковые моторы.
Вообще подобных «производств» в краевых или областных центрах можно обнаружить не по одному. Что там говорить, научились у нас восстанавливать блоки и ГБЦ. Правда, не везде одинаково. Вот, например, мой собеседник на вопрос о том, за гильзовку всех ли моторов возьмутся, прямо отвечает — нет, имеются неприятные, но распространенные исключения. Так, ваговские «четверки» и «шестерки» имеют крайне тонкие межцилиндровые перемычки. А к самим стенкам цилиндров вплотную подведены каналы охлаждения. При расточке вскрываются и… Что делать? Садить гильзы на клей, что технически сложно? Или глушить каналы, что чревато перегревом? Словом, технологии, одновременно обеспечивающей герметичность системы охлаждения и беспроблемную работу мотора в целом, пока нет. Хотя работы в этом направлении ведутся. Тем не менее в ряде сервисов за это возьмутся и даже пообещают результат. Не надо обольщаться — не исключено, что двигателя «хватит» на время продажи автомобиля, но дольше…
Вот один из примеров ваговского мотора — 3.0 TFSI. Обратите внимание на перемычки между цилиндрами. Впрочем, это тема для отдельного разговора
С гарантией тоже вопрос интересный. Впрочем, тут не стоит надеяться в любом случае — почти наверняка не дадут нигде. Дело в том, что обычно здесь практикуется разделение труда — разбирают и собирают двигатель одни, блоки и головки на станках обрабатывают другие. Привязать гарантию к конкретной структуре сложно.
Также ссылаются на практику замены вышедших из строя двигателей на так называемые шорт-блоки (на фото ниже примеры таких) — блоки с коленвалом и поршневой, но без поддона, навесного оборудования и в первую очередь — без головки. На них гарантия, как правило, не дается.
Наконец, отмечается, что автопроизводители сейчас исключают какую бы то ни было инструментальную обработку блоков и ГБЦ. Если есть изменения в покрытиях, в геометрии — «железо» на выброс. Так что у нас все делается без мануалов, с учетом наработанного уже опыта. Но и без этой работы нельзя. Не выбрасывать же, в самом деле, столь финансовоемкие детали только потому, что у них «где-то там образовалась кривизна».
Выровнять «привалку»!
Оказывается даже снимать головку нужно, откручивая шпильки или болты в определенной (обратной) последовательности. Ведь, монтируя ее на блок, мы делаем это именно для того, чтобы деталь не повело. Почему же при демонтаже должны отходить от этого правила? Правда, тут есть особенности, связанные с поколениями моторов. До начала 90-х годов практически повсеместно использовались паронитовые прокладки под ГБЦ. Имея ограниченный ресурс, они могли компенсировать некоторую кривизну привалочных поверхностей, получаемую в процессе ремонта или эксплуатации. В период с 1993-го до 2000 годов производители переходили на металлические прокладки. При значительно большем ресурсе (по сути, рассчитаны на весь срок службы двигателя) они уже не в состоянии заполнить собой небольшие каверны и «выровнять» уведенные поверхности.
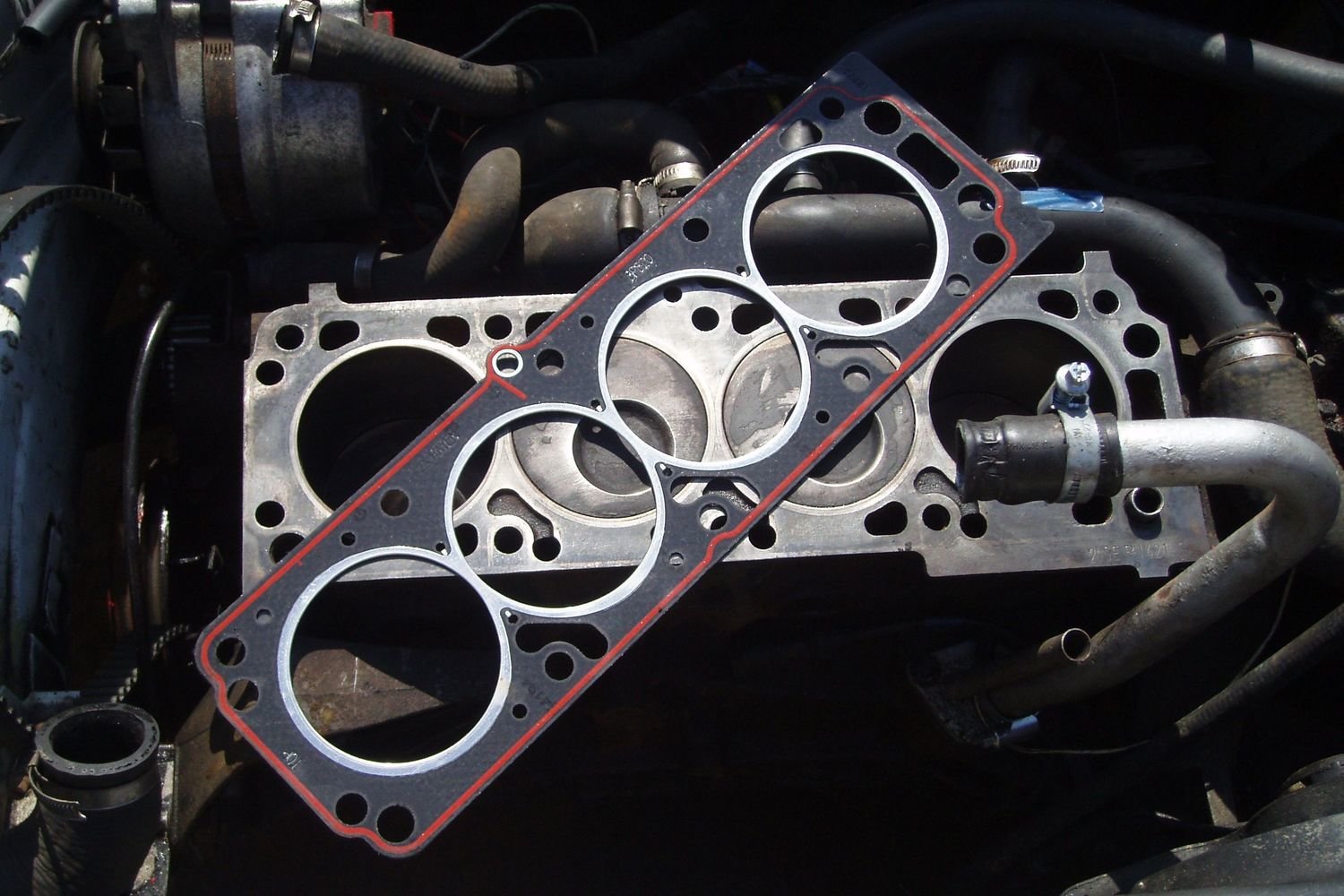
Что за каверны? Например, следы от пробоя прокладки, когда газовая струя, прорываясь между двумя плоскостями, выгрызает металл. Это незаметно глазу, но легко поддается определению измерительными инструментами (на фото выше слева почернение на перемычке между цилиндрами). Если плоскость не вывести, могут быть дальнейшие пробития газами или, скажем, беспричинные, казалось бы, поступления антифриза в масло либо наоборот. Но на привалочных поверхностях встречается и то, что видно невооруженным глазом — каверны от последствий кавитации охлаждающей жидкости (фото справа), когда в ней срабатываются присадки или вовсе используется вода.
Последнее фото, конечно, вопиющий случай. Видимо, уже приговор. Впрочем, где-то за восстановление таких ГБЦ возьмутся. Наш же респондент в свете подобных ситуаций отмечает — максимум, что можно снять с привалочных поверхностей, это несколько десятых мм. Причем значение касается старых бензиновых моторов, разработанных еще в 90-е годы и имеющих степень сжатия до 9,5-10:1. На современных установках кривизна блока и ГБЦ не должна превышать 0,05 мм. По дизелям ситуация сложнее. Помимо блока и головки обрабатывать необходимо седла с клапанами, в крайних случаях даже торцы поршней.
С кавернами разобрались. А отчего, помимо неправильного монтажа и снятия головки, происходит коробление привалочных поверхностей? Из-за кипячения и больших пробегов! При этом неважно, сколько цилиндров и какое их расположение имеет двигатель. Деформируются и «оппозитники», и рядные «четверки» с «шестерками» и V-«образники». Но, к примеру, замечено, что на субаровских EJ при перегревах может больше увести блок, чем головку. Среди современных моторов часто на фрезеровку ГБЦ попадает N-серия от BMW. Причем не обязательно после кипячения, пробоя прокладки или со значительными пробегами. С большой долей уверенности можем предположить — из-за максимально облегченной конструкции и напряженных температурных режимов работы.
Словом, если был перегрев/прогар, двигатель имеет приличный пробег или он разработан сравнительно недавно — в общем, в большинстве случаев — качественный результат при ремонте можно обеспечить как минимум при контроле всех привалочных поверхностей.
Несмотря на то, что в сети найдутся описание и видео о том, как промерять «привалку» линейкой и потом отшлифовать ее вручную, лучше довериться специалистам и станкам. Только в этом случае удастся гарантированно получить ровную поверхность. На фото справа видна вновь образованная привалочная плоскость и остатки старой — нужен еще один проход фрезы.
Дела постельные
Любопытная вещь — блок и головка ведь обычные болванки, неважно, выполненные из чугуна или алюминия, пусть и с точной внутренней организацией каналов, и просчитанные по жесткости. А как могут страдать! Задиры в цилиндрах! Коробление и износ привалочных поверхностей! И это еще не все. Постели коленвала и распредвалов — вот те части блока и ГБЦ, что нередко становятся жертвами нерадивости владельца и непрофессионализма мастеров.
Постели головок, кстати, ведет вместе с «привалками». Обычно на величину в 30–50% от последних. У блоков такое тоже возможно, однако в исключительных случаях. Как-то в ремонт приходил 2JZ-GTE известного в стране дрифтера. Так вот в нем пришлось выводить и привалочную поверхность, и постель коленвала. Но там было от 800 «лошадей». При такой форсировке, помноженной на не короткие, как, скажем, в дрэге, заезды, подобный результат, наверное, закономерен. Из серийных двигателей на значительных пробегах тем же страдал мицубисиевский 4D56 в версиях до использования common rail. Причем там постель коленвала изгибало настолько, что ломался сам коленвал. Ставили новый и через некоторое время все повторялось. В середине 2000-х вместе с появлением новой топливной системы блок усилили, поломки прекратились. А у минских дизелей Д240 и Д245 (устанавливаются на многие газовские модели) постель коленвала часто кривая с завода.
Справедливости ради заметим, что чаще постели валов повреждаются не по итогам тюнинга или вследствие конструктивных просчетов, а от масляного голодания, критических температурных режимов и от несоблюдения моментов затяжки.
Износ постели распредвалов в ходе масляного голодания не сказать, чтобы сильно распространен, но встречается. Не уследили за уровнем/качеством смазки — и одной из первых страдает как раз постель. Кроме того, она подвержена естественному износу — на прилично походивших двигателях. Бывают разные варианты восстановления: изготовлением втулок (на фото), при помощи сварки, напылением, переносом оси распредвала. Все эти методы требуют расточки постели в номинальный диаметр.
Постель коленвала, помимо масляного голодания, часто страдает как раз при сборке двигателя.
Один из примеров двигателя с цельной постелью коленвала — мицубисиевский 6G74 (сверху слева). И ее часто деформируют! Ремонт производится установкой вкладок и расточкой под стандартный размер. Здесь, как и в случае с ГБЦ, очень важно соблюсти минимальное отклонение от прежней оси вала. Иначе при несовпадении на какие-то несколько десятых мм возможны проблемы с шестернями ГРМ, с сальниками коленвала, со стыковкой вала и коробки передач.
Существует другой вариант восстановления постелей — различные виды напыления материала: газодинамическое, плазменное, детонационное.
Процесс газодинамического напыления как наиболее популярный (в данном случае на примере изношенной крышки коренного вкладыша) заключается в нанесении на деталь слоя металлического порошка, который потоком воздуха разгоняется до огромной скорости и при ударе о поверхность связывается с ней. Потом обработка поверхности и… Мой собеседник признается — такую услугу не оказывает. Потому что грязно для помещений, вредно для сотрудников и не всегда удается получить исходное качество поверхности и ее твердость.
От себя добавим, что газодинамическое напыление (на видео ниже показано, как это происходит) — довольно популярная технология восстановления разных деталей. Правда, в ряде случаев касательно поверхностей скольжения сами производственники либо поставщики оборудования отмечают — восстановить можно, однако износостойкость покрытия будет ниже, чем в заводском исполнении.
Страсти сварные
Увы, бывает так, что станочное хозяйство бессильно устранить последствия эксплуатации. Какие? Например, повреждения камер сгорания. Трещины в перемычках между клапанами, вызванные перегревом или механическими повреждениями. Глубокие каверны от той же кавитации. Не беда, если двигатель из немолодых да распространенных. Можно найти и головку отдельно, и контрактный целиком приобрести. А если из редких, эксклюзивных? Наконец, просто современных, по которым покупка б/у агрегата — вариант сомнительный?
Выход есть. В стране уже давно заваривают трещины в головках. С какого-то времени начали сваркой восстанавливать камеры сгорания, привалочные поверхности и стенки между цилиндрами. В сервисах, специализирующихся на таких операциях, отмечают, что для получения качественного результата перед сваркой/наплавкой необходимо нагревать всю деталь, а также использовать присадочный материал, по составу, соответствующий материалу ГБЦ или блока.
В «нашей» структуре с нюансами столь специфических сварочных работ согласны. И тем не менее сомневаются насчет конечного результата. Как подобрать присадочный материал, чтобы он полностью соответствовал сплаву блока или головки (а не просто алюминий к алюминию)? Вольфрамовые электроды, что используются в аргонодуговой сварке, оставляют после себя небольшие каверны или включения, которые потом трудно обрабатывать. Та же ситуация с заваркой трещин в головках. Кто-то делает, но результат, как правило, недолговечен. Что уж говорить о трещинах в стенках цилиндров. Как говорилось выше, современные моторы не всегда качественно получается загильзовать. А тут такой сложный термический процесс. Каков шанс, что даже будучи прогретым до температуры, близкой к «сварочной», в процессе блок сохранит свою геометрию и герметичность?
«Колено»… об колено
К восстановлению коленвалов здесь также относятся достаточно скептически. Точнее, могли бы за это взяться на должном техническом уровне (приобрести дорогостоящее оборудование), но не видят финансовых перспектив. Зато приводят примеры того, как делать нельзя. Известно, что коленвалы порой гнет. Так вот по части специализированного оборудования для их выравнивания никто не заморачивается. Тупое зубило и кувалда в помощь, в общем, чуть ли не об колено. Правильно ли это? Дешево, однозначно! Сколько потом прослужит, предсказать сложно. Все-таки на оборудовании выдерживаются определенные интервалы по времени и величине прогиба. В любом случае после правки коленвала необходима его проверка на наличие трещин, шлифовка и балансировка.
Восстановление шеек коленвала возможно, однако технологически процесс очень сложный, и в ряде случаев клиент не может рассчитывать на высокое качество восстановленной поверхности.
Варианты различны — наварка ленты, наплавка проволоки, нанесение материала напылением, подбором вкладыша ремонтного размера или альтернативного. Проблема заключается в том, что грамотно отшлифовать коленвал могут единицы. В большинстве своем валы шлифуют по упрощенной технологии, не восстанавливая радиус — галтель. А без нее вал значительно хуже воспринимает изгибающую нагрузку, что может привести к его поломке. Наконец, нельзя помочь тем владельцам, на моторах которых (например, хондовских K и J серий) происходит выкрашивание кулачков распредвалов. Теоретически восстановление возможно, практических же примеров пока нет.